7 CNC-Achsen Industrie Stahl CNC Metall Cnc 3D H I Balkenbohrmaschine Schneidermaschine PLC-Steuerung
Produkteinführung:
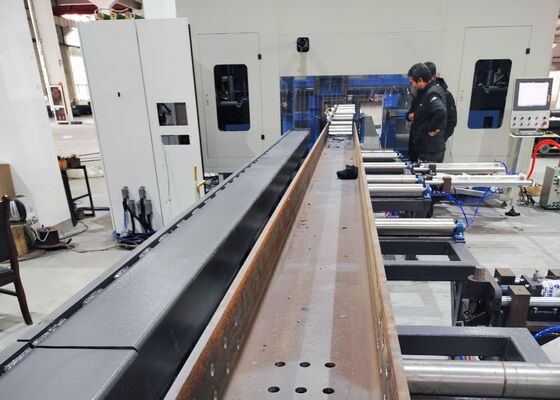
Dieses Bearbeitungszentrum ist speziell für Bohrungen auf H-Strahlen ausgelegt.Es führt Bohrverfahren an Werkstücken mit bemerkenswerter Effizienz durchDiese Ausrüstung bietet eine hervorragende Bearbeitungsgenauigkeit und intuitive Funktionsmerkmale und ist eine wichtige Hochleistungslösung in der Stahlkonstruktionsindustrie.Es wird in kritischen Sektoren wie der Bautechnik weit verbreitet., Brückeninfrastruktur, Mastenproduktion und Netzstrukturprojekte.
Informationen zur Produktkonfiguration:
| H-Bestrahlungsparameter |
Max. Größe Breite x Höhe |
1250 x 600 mm |
| Min. Größe Breite x Höhe |
200 × 75 mm |
| Max. Strahllänge |
12000 mm |
| Hauptspindel |
Wie viel? |
3 |
| Modell |
USE Gewerbewirtschaft |
| Motorleistung |
3x11 kW |
| Drehzahl der Spindel |
200 ‰ 3000 R/min |
| Max. Durchmesser des Lochs |
φ40 mm |
| Motorleistung |
Leistung des Zuführservomotors |
2x3 kW |
| Positionierungsservomotorleistung |
2x3 kW |
| Verarbeitungsgenauigkeit |
Abweichung der Bohrstrecke |
Zwei Löcher innerhalb eines Meter. |
±0.5 |
| Der zulässige Abweichungswert erhöht sich um ±0,2 mm für jeden zusätzlichen 1 Meter der Löcherdistanz, wobei der Höchstwert ±2 mm nicht überschreitet. |
| Abweichung der Endmarge |
±1,0 mm |
| Hydraulisches System |
Druck der Hydraulikpumpe |
7 MPa |
| Kraft der Ölpumpe |
7 kW |
| Elektrische Anlage |
Kontrollmethode |
PLC |
| Anzahl der CNC-Achsen |
7 |
| Gesamtgröße (L x W x H) |
32000x6200x4000 |

Produktmerkmale
1Diese 3D-H-Beam-Bohr- und Schneidmaschine besteht hauptsächlich aus dem Hauptmaschinenkörper, CNC-Zuführungssystem, Materialförderer, elektrischem System, hydraulischem System, Kühlsystem,SchmiersystemDie Maschine ist mit einer festen Betonstruktur und einer beweglichen Werkstückseinrichtung ideal für die Verarbeitung von großflächigen H-Strahlen geeignet.Es unterstützt kontinuierliche Produktionsvorgänge und zeichnet sich durch ein hohes Maß an Automatisierung aus.
2Die Bohrmaschine besteht aus dem Bett, CNC-Schiebetischbaugruppen, Stützgeräten, oberen Pressen, seitlichen Pressen und Detektionssystemen.Die CNC-Schiebetischkomponenten umfassen die feste Seite, bewegliche Seite und der CNC-Schiebetisch der oberen Einheit speziell für H-Bale-Bohrungen ausgelegt, bestehen die Schiebetischbaugruppen aus einer Schiebeplatte, einem Schiebetisch,Spindelkopf, schnelle mechanische Spindel, Werkzeugzylinder, Variabelfrequenzmotor, Servomotor, Linearleitungen und Schrauben.
3Das CNC-Versorgungssystem besteht aus Halterungen, Zahnrädern, Regalen, Servomotoren, Reduktoren und Manipulatoren.die eine genaue Zufuhr und eine präzise Positionierung des Werkstücks ermöglicht.
4Der Materialförderer besteht sowohl aus einem Eingangsförderer als auch aus einem Ausgangsförderer.mit einer Breite von mehr als 20 mm,, um die Y-Achse der Leerstände zu erreichen und zusammen mit dem CNC-Zuführungssystem den Materialzufuhrprozess abzuschließen.mit einer Breite von mehr als 20 mm,, ist dem Transport fertiger Werkstücke gewidmet.
5Das Kühlsystem verwendet sowohl interne als auch externe Kühlmethoden, wobei Ölnebel zum Kühlen des Bohrlochs verwendet wird.die die Kosteneffizienz fördert, ökologische Nachhaltigkeit und minimale Abnutzung des Bohrwerks.
6Das hydraulische System versorgt die obere Pressvorrichtung, die seitliche Pressvorrichtung, den Werkzeugzylinder und andere zugehörige Komponenten mit Strom.
7Das pneumatische System ist so ausgelegt, daß es den Manipulatoren, den Prüfzylinder und ähnliche Geräte mit Strom versorgt.
8Das Schmiersystem verwendet eine Kombination aus zentraler und manueller Schmiermethode.Die zentralisierte Schmierung wird hauptsächlich für die zeitgesteuerte und präzise Schmierung der wichtigsten linearen Leitungen und Schrauben verwendet.
9. Das Steuerungssystem der Werkzeugmaschine besteht aus einem Hostcomputer, einer PLC und anderen zugehörigen Komponenten. **Programmiermethode:** Verarbeitungsprogramme werden durch Eingabe von CAD-Zeichnungen oder Verarbeitungsparametern über eine USB-Schnittstelle oder Tastatur erzeugtDiese Programme können jederzeit gespeichert, abgerufen, angezeigt und übertragen werden, basierend auf Teilnummern.Die Werkzeugmaschine ermöglicht nicht nur die manuelle Anpassung und Steuerung der einzelnen Bearbeitungsparameter, sondern unterstützt auch eine vollautomatisierte Steuerung der gesamten Bearbeitungssequenz.
Während der Probenvorführungen werden der CNC-Bau und das Blechbohren, Markieren, and shearing machine effectively showcases its processing capabilities when working with standard H-beam samples—featuring varying flange widths and web thicknesses—as well as channel steel samples of different sizesDie in diesen Vorführungen vorgestellten Muster zeigen deutlich, daß die Ausrüstung eine präzise Lochplatzierung, glatte Schraubfäden und genau definierte Markierungsmuster erreichen kann.damit seine hohe Präzision und Zuverlässigkeit in realen Anwendungsszenarien vollständig demonstriert wird.
Die Hochgeschwindigkeits-CNC-H-Beam-Bohr-, Markierungs- und Scherenmaschine wird hauptsächlich in Stahlkonstruktionsfabriken und Brückenbauprojekten verwendet.es liefert eine präzise Bearbeitung von H-Strahlen, die in Rahmen und Stützstrukturen verwendet werden, wodurch eine solide Grundlage für die stabile Montage von Stahlkonstruktionen geschaffen wird.die nicht nur die strukturelle Integrität der Brücken verbessert, sondern sie auch in die Lage versetzt, langfristige Belastungen wirksam zu widerstehenMit außergewöhnlicher Betriebseffizienz bietet diese Maschine eine zuverlässige Unterstützung für diese kritischen Infrastrukturbereiche und sorgt so für einen reibungslosen Ablauf der damit verbundenen Projekte.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!