Neue CNC-Beam Drilling Cutting Fräsen Produktionslinie für Stahl H-Beam Struktur
Produkteinführung:
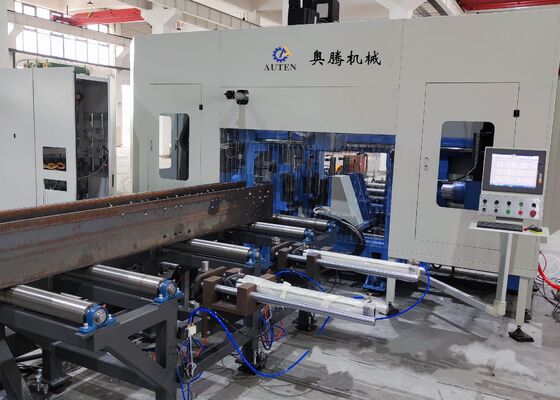
Die CNC-H-Beam-Bohrmaschine ist hauptsächlich für das Bohren, Berühren, Markieren und Punktieren von H-förmigem Stahl, Kanalstahl, Winkelstahl und anderen Metallmaterialien konzipiert.Es wird in der Stahlkonstruktionsindustrie weit verbreitet, einschließlich Anwendungen in Gebäuden, Garagen, Türmen und Netzstrukturen.
1Eine wesentliche und spezialisierte Bohrlösung für den Bau von Stahlkonstruktionen.
2. in der Lage, gleichzeitig Löcher auf drei Oberflächen von H-Bälgen und Kanälen zu bohren, was eine hohe Präzision und Effizienz bietet.
3Ausgestattet mit 7 CNC-Achsen für eine vollautomatisierte, präzise Zuführung und Positionierung.
4. Kompatibel mit AUTOCAD- und DSTV-Arbeitsstückzeichnungen, die nahtlos in Bearbeitungsprogramme umgewandelt werden.
Produktparameter:
| Modell |
BHD1000/3 |
| H Bandbreite des Strahls (mm) |
100 bis 1000 |
| H Bereich der Balkenhöhe (mm) |
100 bis 500 |
| Kanalbreitenbereich aus Stahl (mm) |
100 bis 1000 |
| Kanalstahlhöhenbereich (mm) |
100 bis 250 |
| Max. Werkstückstärke (mm) |
80 |
| Max. Länge des Werkstücks (m) |
12 oder 15 (optional) |
| Bohrspindel qty. |
Insgesamt 3 Spindeln, eine Spindel auf der oberen Einheit, jeweils auf der linken und rechten Seite |
| Spindellochverjüngung |
USE Gewerbewirtschaft |
| Max. Bohrdurchmesser (mm) |
40 |
| Leistung des Spindelmotors (kW) |
Die Bibel, 15. 11. |
| Drehzahl der Spindel (r/min) |
100 bis 3000 |
| Spindelführgeschwindigkeit (m/min) |
0 bis 10 |
| X-Achsen-Zuführgeschwindigkeit (m/min) |
0 bis 20 |
| Qty des Werkzeugmagazins |
3 |
| Typ und Kapazität des Werkzeugmagazins |
Typ der Zeile, 3x4 (optional) |
| Kennzeichnungseinheit (optional) |
Festplattentyp, 36 Zeichen, Zeichengröße Φ10 mm |
| CNC-System |
Deutsch, Japan, China |
| Kühlmethode |
Sprühkühlung, innere Kühlung + äußere Kühlung |
| Gesamtgröße der Maschine (m) |
Ungefähr 33 mal 5,5 mal 3.5 |
| Gesamtleistung ((kW) |
Ungefähr 60 |
| Die obigen Parameter können entsprechend den spezifischen Anforderungen des Kunden angepasst und geändert werden. |

Eigenschaften des Produkts:
1Der Zuführmechanismus der Balkensäge benutzt ein CNC-gesteuertes Trägerklemm- und Zuführsystem, das einen schnellen Betrieb und eine präzise Positionsgenauigkeit gewährleistet.
2. Für die Bohrung der drei Seiten des H-Strahls werden drei BT40-Hochgeschwindigkeitsspindeln eingesetzt.Diese Einrichtung sorgt für eine hohe Verarbeitungsleistung und eine hervorragende BohrleistungDie während des Bohrens entstehenden Splitter werden effizient durch den Kettensplitterförderer entfernt.
3Das CNC-Beam-Bohrleitungskühlsystem nutzt Nebelkühltechnologie und bietet sowohl interne als auch externe Kühlmöglichkeiten.Jede Bohrspindel ist mit einer individuellen äußeren Kühldüse und einem internen Kühlanschluss ausgestattet., so daß die Auswahl auf der Grundlage der spezifischen Bohranforderungen möglich ist.
4Das automatische Werkzeugwechselsystem (ATC) kann nach den Vorgaben des Kunden installiert werden, wodurch die Notwendigkeit eines manuellen Werkzeugwechsels beseitigt wird.Diese Funktion reduziert die Ausfallzeiten erheblich und erhöht die Betriebseffizienz.
5. Die Bohrmaschine kann optional mit einem hydraulischen Scheibenmarkierungssystem ausgestattet werden.
6Die automatischen Schreib- und Klopffunktionen ersetzen den traditionellen manuellen Schreibprozess.Schreibwerkzeuge werden verwendet, um die Plattenpositionen für das anschließende Schweißen auf H-Bale Flanschen und Netze zu markieren, wodurch Zeit und Aufwand eingespart und die Präzision erhöht werden.
7. die Befestigung des Werkstücks während der Zuführung und Bearbeitung an der CNC-Bale-Bohrmaschine, einschließlich Längsheben, seitlicher Schubspannung sowie der Befestigung und Freisetzung der Klemmen,ist voll automatisiert durch das hydraulische SystemDies gewährleistet den zuverlässigen Betrieb der Geräte während des gesamten Prozesses.
8Das Steuerungssystem besteht aus einem zentralen Computer und einer SPS, wobei die wichtigsten Komponenten von renommierten weltweiten Marken stammen.so dass die Bediener eine Vielzahl von Programmen leicht bearbeiten können. Strukturdesigndaten, wie DXF- und DSTV-Dateien, die von AutoCAD- oder TEKLA Structures-Systemen von Drittanbietern generiert werden, können nahtlos importiert werden.
Während der Demonstrationssitzungen werden die CNC-Beamplatten für die Metallbohrung, Markierung, and shearing machine effectively demonstrates its processing capabilities with standard H-beam samples (featuring varying flange widths and web thicknesses) as well as channel steel samples of different sizesDie in diesen Vorführungen vorgestellten Muster veranschaulichen die Fähigkeit der Werkzeugmaschine, eine genaue Lochpositionierung, sauber eingegriffene Fäden,und unterschiedliche Kennzeichnungsmuster, die ihre hohe Präzision und Zuverlässigkeit in realen Anwendungsszenarien vollständig unterstreichen.
Die Hochgeschwindigkeits-CNC-H-Beam-Bohr-, Markierungs- und Scherenmaschine wird hauptsächlich in Stahlkonstruktionsfabriken und Brückenbauprojekten eingesetzt.Sie führt eine präzise Bearbeitung von H-Strahlen durch, die in Rahmen- und Stützsystemen verwendet werden., die eine solide Grundlage für die stabile Montage von Stahlkonstruktionen bieten.Auf diese Weise wird die strukturelle Integrität der Brücken verbessert und sichergestellt, dass sie langfristige Belastungen wirksam tragen können.Mit seiner hohen Betriebseffizienz bietet die Maschine zuverlässige Unterstützung für diese kritischen Infrastrukturbereiche und erleichtert den reibungslosen Ablauf der damit verbundenen Projekte.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!