1000 mm Portalhöhe Doppelkopf CNC-Plattenfräs- und Gewindeschneidemaschine und Werkstückgröße 3500x3500 mm
Produkteinführung:
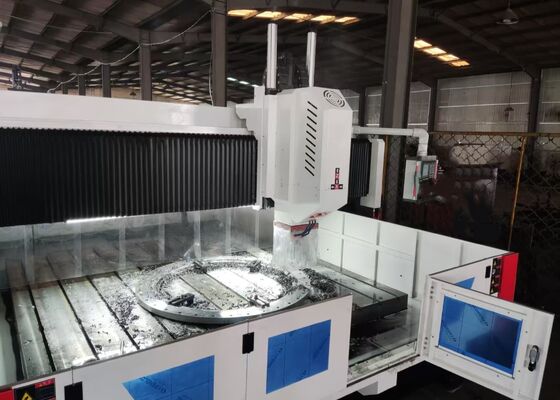
Diese Anlage ist für das Bohren, Anfasen, Gewindeschneiden und Fräsen von Platten und Strukturbauteilen konzipiert. Sie wird hauptsächlich für hocheffiziente Bohraufgaben an Werkstücken wie Flanschen, Scheiben, Ringen und Platten innerhalb des angegebenen Dickenbereichs zur effektiven Bearbeitung eingesetzt. Sie ist in der Lage, sowohl Durchgangs- als auch Sacklöcher in Einzelmaterialien und Verbundwerkstoffen zu bohren. Die Bearbeitungsvorgänge werden digital gesteuert, was eine einfache Bedienung gewährleistet. Das System ermöglicht Automatisierung, liefert präzise Ergebnisse und eignet sich gut für die Verarbeitung einer Vielzahl von Produkten und unterstützt gleichzeitig die Großserienproduktion.
Spezifikationen:
| Werkstückgröße |
L x B |
3500 x 3500 mm |
| Portalhöhe |
1000 mm |
| Werkbank |
T-Nut-Breite |
28 mm |
| Vierbackenfutter |
1 Satz |
| Bohrkopf |
Anzahl |
2 |
| Spindelkonus |
BT50-190 |
| Max. Bohrdurchmesser |
Φ100 mm
(Hartmetall-Kernbohrer)
|
| Φ80 mm (U-Bohrer) |
| Max. Dicke |
≤300 mm |
| Max. Gewindeschneiddurchmesser |
M30 mm |
| Spindeldrehzahl |
30~3000 U/min |
| Servo-Spindelmotorleistung |
2x37kW |
| Abstand vom unteren Ende der Spindel zum Arbeitstisch |
200-1000 mm |
|
Querbewegung des Bohrkopfes
(X1-Achse)
|
Max. horizontaler Hub |
3500 mm |
| Querbewegungsgeschwindigkeit |
0~8 m/min |
| Servomotorleistung für Querbewegung/Drehmoment |
4,2 kW |
|
Querbewegung des Bohrkopfes
(X2-Achse)
|
Max. horizontaler Hub |
3500 mm |
| Querbewegungsgeschwindigkeit |
0~8 m/min |
| Servomotorleistung für Querbewegung/Drehmoment |
4,2 kW |
| Portal-Längsbewegung (Y-Achse) |
Max. Vorschubweg |
3500 mm |
| Vorschubgeschwindigkeit |
0~8 m/min |
| Vorschub-Servomotorleistung/Drehmoment |
2x4,2 kW |
| Vertikale Stößelvorschubbewegung (Z-Achse) |
Max. Hub |
800 mm |
| Bewegungsgeschwindigkeit |
0~6 m/min |
| Servomotorleistung/Drehmoment |
4,2 kW |
| Positioniergenauigkeit der drei Achsen |
X/Y |
≤0,05 mm/1000 mm |
| Wiederholgenauigkeit der drei Achsen |
X/Y |
≤0,03 mm/1000 mm |
| Pneumatisches System |
Druckluftversorgungsdruck |
≥0,6 MPa |
| Späneförderer und Kühlung |
Anzahl der Späneförderer |
2 |
| Späneabfuhrgeschwindigkeit |
1 m/min |
| Spänefördermotorleistung |
2X0,75 kW |
| Kühlmethode |
Innenkühlung + Außenkühlung |
| Automatische Schmiersystem |
Schmierdruck |
2 MPa |
| Ölfüllmenge am Schmierpunkt |
0,1 ml |
| Schmierzyklus |
6-10 min |
|
Elektrisches System
|
CNC-System |
GSK218MC
(Anzeige 10,4 Zoll)
|
| Anzahl der CNC-Achsen |
4 |
| Gesamtleistung |
/ |
Ungefähr 100 kW |
| Gesamtabmessungen |
L x B x H |
6500 x 6800 x 3000 mm |

Gerätestruktur:
Das Maschinenbett besteht aus Gussmaterial und enthält Schlüsselkomponenten wie den Arbeitstisch, das bewegliche Portal, den beweglichen Gleitsattel, den Bohr- und Fräskopf, das automatische Schmiersystem, die Schutzverkleidung, das Umlauflüftungssystem, die digitale Steuereinheit, das elektrische System und andere wesentliche Elemente. Es ist mit rollenden Hartschienenpaaren für zuverlässigen Halt und Führung sowie Präzisions-Kugelumlaufspindelpaaren für den Antrieb ausgestattet. Die Maschine zeichnet sich durch ihre außergewöhnliche Positioniergenauigkeit und hohe Wiederholgenauigkeit bei der Positionierung aus.
Produktmerkmale
1. Power-Off-Memory-Funktion:
Im Falle eines plötzlichen Stromausfalls oder anderer Unterbrechungen ermöglicht diese Funktion das schnelle und einfache Abrufen der letzten Bohrlochposition vor dem Stromausfall. Dies ermöglicht es den Bedienern, die Arbeit schnell wieder aufzunehmen, wodurch die Zeit für die Suche nach der vorherigen Position minimiert und die Betriebseffizienz gesteigert wird.
2. Fotoelektrischer Kantentaster:
Das Gerät ist mit einem fotoelektrischen Kantentaster ausgestattet, der eine einfache und präzise Positionierung des Werkstücks ermöglicht.
1). Setzen Sie den Kantentaster in das Spindelfutter der Maschine ein und drehen Sie die Spindel langsam, um ihre Konzentrizität einzustellen.
2). Verwenden Sie das Handrad, um die Hauptspindel so zu bewegen, dass die Kante der Stahlkugel des Kantentasters das Werkstück leicht berührt. Sobald das rote Licht erlischt, kann die Spindel umgekehrt werden. Bewegen Sie die Spindel vor und zurück, um den optimalen Punkt zu ermitteln, an dem die Stahlkugel des Kantentasters das Werkstück berührt.
3). Notieren Sie die X- und Y-Achsenwerte, die vom CNC-System an dieser Position angezeigt werden, und geben Sie sie in den Computer ein.
4). Wiederholen Sie den Vorgang, um mehrere Messpunkte zu finden.
3. Laserinterferometer:
Jede Maschine wird mit einem amerikanischen API-Laserinterferometer kalibriert, das Pitchfehler, Spiel, Positioniergenauigkeit und Wiederholgenauigkeit präzise überprüft und kompensiert. Dies gewährleistet sowohl die dynamische als auch die statische Stabilität sowie die Bearbeitungspräzision der Anlage. Das System ist so konzipiert, dass die 3D-Bearbeitungsgenauigkeit und Rundheit der Maschine gewährleistet werden.
.
Dieses hochentwickelte CNC-Portal-System ist speziell für das hocheffiziente Bohren und Markieren von Platten- und Blechkomponenten konzipiert. Es wurde sorgfältig entwickelt, um eine präzise Bearbeitung von plattenartigen Werkstücken und Strukturbauteilen zu ermöglichen, wodurch es sich besonders gut für die Bearbeitung von Flanschen, Scheiben, ringförmigen Teilen, flachen Platten und ähnlichen Komponenten eignet. Eine kritische Betriebsbedingung ist, dass die Dicke der Werkstücke innerhalb des angegebenen effektiven Bearbeitungsbereichs der Maschine liegen muss.
In Stahlbaufertigungsanlagen führt diese Anlage präzise Bohr- und Fräsbearbeitungen an Strukturplatten und Verbindungskomponenten durch und bietet so eine solide Grundlage für die zuverlässige Montage von Stahlgerüsten. In der Windenergieindustrie bietet sie fortschrittliche, hochpräzise Bearbeitungsmöglichkeiten für Windturbinentürme und -flansche, wodurch sichergestellt wird, dass diese Komponenten so konstruiert sind, dass sie extremen Umgebungsbedingungen wie starkem Wind und Temperaturschwankungen standhalten. Für den Brückenbau bearbeitet die Anlage Brückenträger und Stützbügel und ermöglicht so die Herstellung dauerhafter, stabiler Verbindungen, die dynamischen Belastungen während der gesamten Lebensdauer der Brücke standhalten können.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!