2x37kW Servo Spindelmotor Leistung CNC Metallbohrmaschine 300mm Dicke
Produkteinführung:
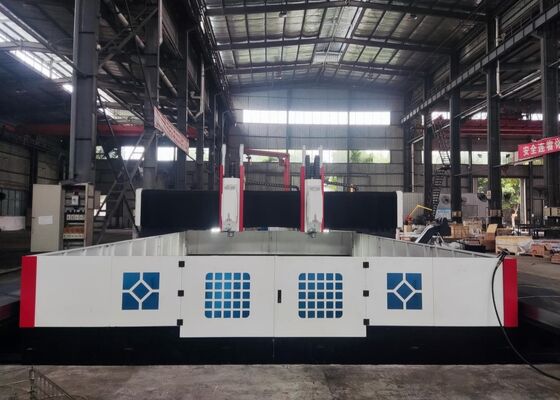
Diese Maschine ist für das Bohren, Schrägen, Abtasten und Fräsen von Platten und Strukturbauteilen ausgelegt.Es wird hauptsächlich für hocheffiziente Bohrungen an Werkstücken wie Flanschen verwendetEs kann sowohl durchbohrende als auch blinde Löcher auf Einzelmaterialien und Verbundmaterialien bohren.Die Bearbeitungsprozesse werden digital gesteuertDas System unterstützt die Automatisierung, gewährleistet präzise Ergebnisse und ist ideal für die Handhabung einer Vielzahl von Produkten und ermöglicht gleichzeitig die Produktion in großem Maßstab.
Spezifikationen:
| Größe des Werkstücks |
LxW |
3500x3500 mm |
| Gewehrhöhe |
1000 mm |
| Arbeitsbank |
T-Schlittenbreite |
28 mm |
| Vier Kiefer Chuck |
1 Satz |
| Bohrkraftkopf |
Wie viel? |
2 |
| Spindelverstärker |
USE Gefahrenabweichung |
| Max.Bohrdurchmesser |
Φ100 mm
(Karbid-Kern-Bit)
|
| Φ80 mm (U-Bohr) |
| Max.Dicke |
≤ 300 mm |
| Max.Tap-Durchmesser |
M30 mm |
| Drehzahl der Spindel |
30 bis 3000 R/min |
| Leistung des Servospindelmotors |
2x37 kW |
| Abstand vom unteren Ende der Spindel zum Arbeitstisch |
200 bis 1000 mm |
|
Seitliche Bewegung des Antriebskopfes
(Achse X1)
|
Max.horizontale Strecke |
3500 mm |
| Seitliche Bewegungsgeschwindigkeit |
0 bis 8 m/min |
| Leistung des Servomotors für seitliche Bewegung/Drehmoment |
4.2 kW |
|
Seitliche Bewegung des Antriebskopfes
(X2-Achse)
|
Max.horizontale Strecke |
3500 mm |
| Seitliche Bewegungsgeschwindigkeit |
0 bis 8 m/min |
| Leistung des Servomotors für seitliche Bewegung/Drehmoment |
4.2 kW |
| Längsbewegung des Vortriebs (Y-Achse) |
Max. Zufuhrstrom |
3500 mm |
| Bewegungsgeschwindigkeit des Futters |
0 bis 8 m/min |
| Leistung/Drehmoment des Zuführservomotors |
2x4,2 kW |
| Vertikale Rammzufuhrbewegung (Z-Achse) |
Max. Schlag |
800 mm |
| Bewegungsgeschwindigkeit |
0~6 m/min |
| Leistung/Drehmoment des Servomotors |
4.2 kW |
| Dreiachsige Positionsgenauigkeit |
X/Y |
≤ 0,05 mm/1000 mm |
| Dreiachsige Wiederholung der Positionierungsgenauigkeit |
X/Y |
≤ 0,03 mm/1000 mm |
| Pneumatisches System |
Druck der Druckluftzufuhr |
≥ 0,6 MPa |
| Splitterförderer und Kühlung |
Anzahl der Splitterförderer |
2 |
| Geschwindigkeit der Chipentfernung |
1 m/min |
| Kraft des Splitterfördermotors |
2X0,75 kW |
| Kühlmethode |
Innenkühlung + Außenkühlung |
| Automatisches Schmiersystem |
Schmierdruck |
2MPa |
| Füllmenge an Schmierpunktöl |
0.1 ml |
| Schmierzyklus |
6 bis 10 Minuten |
|
Elektrische Anlage
|
CNC-System |
GSK218MC
(Bildschirm 10,4 Zoll)
|
| Anzahl der CNC-Achsen |
4 |
| Gesamtleistung |
/ |
Ungefähr 100 kW |
| Gesamtgröße |
LxWxH |
6500x6800x3000 mm |

Ausrüstungsstruktur:
Die Maschinenbasis besteht aus gegossenem Material und umfasst kritische Komponenten wie den Arbeitstisch, das bewegliche Portal, den beweglichen Schieberad, den Bohr- und Fräskopf,automatisches Schmiersystem, Schutzgehäuse, Kreislaufkühlsystem, digitale Steuerungseinheit, elektrische Anlage und andere integrative Teile.mit einer Breite von mehr als 20 mm,Die Maschine zeichnet sich durch eine überlegene Positionierungsgenauigkeit und eine außergewöhnliche Wiederholgenauigkeit der Positionierung aus.
Produktmerkmale
1Automatisches Schmier- und Schutzsystem:
Diese Maschine ist mit einem originalen taiwanesischen volumetrischen Teildruck-Automatischen Schmiersystem ausgestattet, das eine kontinuierliche Schmierung von beweglichen Bauteilen wie Führungsschienen gewährleistet.Schrauben aus BleiDie X- und Y-Achsen sind mit staubdichten Schilden ausgestattet, die die Maschine mit einemund eine wasserdichte Spritzschutzvorrichtung um den Arbeitstisch herum installiert, um vor Trümmern und Kühlmittelspritzen zu schützen.
2Zentrale Wasserleitung:
Die Maschine ist in der Regel mit einem zentralen Wasserabfluss ausgestattet, der die Anhäufung von Eisenscheiben auf dem Werkzeug während der Verarbeitung wirksam verhindert.Verringerung des Werkzeugverschleißes und Verlängerung der WerkzeuglebensdauerDas System schützt die Hochgeschwindigkeitsverbindung, indem es verhindert, daß Verunreinigungen sie blockieren.letztendlich die Gesamtqualität des Werkstücks zu verbessern und die Betriebseffizienz zu steigern.
3. Automatischer Splitterförderer und zirkulierendes Kühlsystem:
An der Rückseite des Arbeitsplatzes befindet sich ein automatischer Splitterförderer, der am Ende mit einem Filter ausgestattet ist.Der Ausgang ist über einen Schlauch an das zentrale Wasserfiltersystem angeschlossenDie Kühlflüssigkeit fließt in den Splitterförderer, wo die Aufzugspumpe die Kühlflüssigkeit in das zentrale Filtersystem fließt.Die Hochdruckkühlpumpe leitet dann die gefilterte Kühlflüssigkeit für Schneid- und Kühlvorgänge zurück.
Das System ist auch mit einem Trolley für den einfachen Transport von Schrott ausgestattet, was den Umgang mit Eisenscheiben erleichtert.Bei Hochgeschwindigkeitsbohrungen, wird das Werkzeug über einen internen Wasseranschluss abgekühlt, während für leichte Fräsvorgänge eine externe Kühlung verwendet wird.
.
Dieses fortschrittliche CNC-Gantry-System ist speziell für hocheffizientes Bohren und Markieren von Platten- und Blechmetallteilen konzipiert.Es wurde sorgfältig entwickelt, um eine präzise Bearbeitung von plattenartigen Werkstücken und Strukturbaugruppen zu gewährleisten, so daß es besonders für die Bearbeitung von Flanschen, Scheiben, ringförmigen Bauteilen, Flachplatten und anderen ähnlichen Gegenständen geeignet ist.Eine wesentliche Betriebsvoraussetzung ist, daß die Dicke der Werkstücke innerhalb des von der Maschine definierten wirksamen Bearbeitungsbereichs liegen muß..
Bei der Herstellung von Stahlkonstruktionen führt diese Ausrüstung präzise Bohr- und Fräsvorgänge an Strukturplatten und Verbindungskomponenten durch.eine solide Grundlage für die zuverlässige Montage von StahlrahmenIm Bereich der Windenergie bietet es fortschrittliche, hochpräzise Bearbeitungsmöglichkeiten für Windturbinen-Türme und Flansche,Sicherstellung, dass diese Komponenten so konstruiert sind, dass sie strengen Umweltbedingungen standhaltenFür den Brückenbau verarbeitet die Ausrüstung Brückenträger und Stützstützen, wodurch eine robuste,Stabile Verbindungen, die dynamischen Belastungen während der langen Lebensdauer der Brücke standhalten.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!