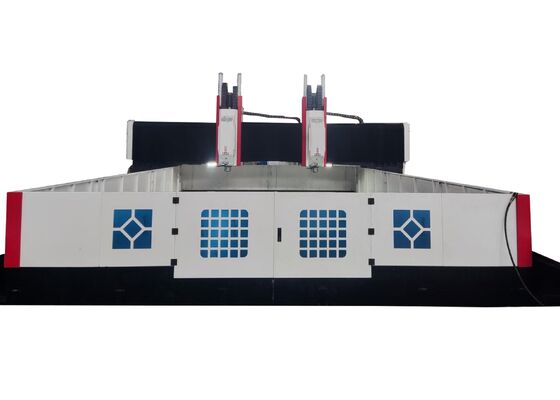
BT50-190 Spindelkonus CNC-Blechbohrmaschine 500x6800x3000mm Gesamtgröße
Produkteinführung:
Diese Maschine ist für das Bohren, Anfasen, Gewindeschneiden und Fräsen von Platten und Strukturbauteilen konzipiert. Sie wird hauptsächlich für hocheffiziente Bohraufgaben an Werkstücken wie Flanschen, Scheiben, Ringen und Platten innerhalb des angegebenen Dickenbereichs zur effektiven Bearbeitung eingesetzt. Sie ist in der Lage, sowohl Durchgangsbohrungen als auch Sacklöcher in Einzelmaterialien und Verbundwerkstoffen zu bohren. Die Bearbeitungsvorgänge werden digital gesteuert, was eine einfache Bedienung gewährleistet. Das System ermöglicht Automatisierung, garantiert hohe Präzision und eignet sich gut für die Verarbeitung einer Vielzahl von Produkttypen und die Unterstützung der Großserienproduktion.
Spezifikationen:
| Werkstückgröße |
LxB |
3500x3500 mm |
| Portalhöhe |
1000mm |
| Werkbank |
T-Nut-Breite |
28mm |
| Vierbackenfutter |
1 Satz |
| Bohrkopf |
Anzahl |
2 |
| Spindelkonus |
BT50-190 |
| Max. Bohrdurchmesser |
Φ100 mm
(Hartmetall-Kernbohrer)
|
| Φ80 mm (U-Bohrer) |
| Max. Dicke |
≤300 mm |
| Max. Gewindeschneiddurchmesser |
M30 mm |
| Spindeldrehzahl |
30~3000 U/min |
| Servo-Spindelmotorleistung |
2x37kW |
| Abstand vom unteren Ende der Spindel zum Arbeitstisch |
200-1000mm |
|
Querbewegung des Bohrkopfes
(X1-Achse)
|
Max. horizontaler Hub |
3500 mm |
| Querbewegungsgeschwindigkeit |
0~8 m/min |
| Servo-Motorleistung für Querbewegung/Drehmoment |
4,2 kW |
|
Querbewegung des Bohrkopfes
(X2-Achse)
|
Max. horizontaler Hub |
3500 mm |
| Querbewegungsgeschwindigkeit |
0~8 m/min |
| Servo-Motorleistung für Querbewegung/Drehmoment |
4,2 kW |
| Längsbewegung des Portals (Y-Achse) |
Max. Vorschubhub |
3500 mm |
| Vorschubgeschwindigkeit |
0~8 m/min |
| Vorschub-Servomotorleistung/Drehmoment |
2x4,2 kW |
| Vertikale Stößelvorschubbewegung (Z-Achse) |
Max. Hub |
800 mm |
| Bewegungsgeschwindigkeit |
0~6 m/min |
| Servo-Motorleistung/Drehmoment |
4,2 kW |
| Positioniergenauigkeit in drei Achsen |
X/Y |
≤0,05 mm/1000 mm |
| Wiederholgenauigkeit in drei Achsen |
X/Y |
≤0,03 mm/1000 mm |
| Pneumatisches System |
Druckluftversorgungsdruck |
≥0,6 MPa |
| Späneförderer und Kühlung |
Anzahl der Späneförderer |
2 |
| Späneabfuhrgeschwindigkeit |
1 m/min |
| Spänefördermotorleistung |
2X0,75 kW |
| Kühlmethode |
Innenkühlung + Außenkühlung |
| Automatische Schmiersystem |
Schmierdruck |
2 MPa |
| Ölfüllmenge am Schmierpunkt |
0,1 ml |
| Schmierzyklus |
6-10 min |
|
Elektrisches System
|
CNC-System |
GSK218MC
(Anzeige 10,4 Zoll)
|
| Anzahl der CNC-Achsen |
4 |
| Gesamtleistung |
/ |
Ungefähr 100 kW |
| Gesamtgröße |
LxBxH |
6500x6800x3000 mm |

Gerätestruktur:
Das Maschinenbett besteht aus Gussmaterial und umfasst Schlüsselkomponenten wie den Arbeitstisch, das bewegliche Portal, den beweglichen Gleitsattel, den Bohr- und Fräskopf, das automatische Schmiersystem, die Schutzverkleidung, das Kreislaufkühlsystem, die digitale Steuereinheit, das elektrische System und andere wesentliche Elemente. Es verfügt über rollende Hartschienenpaare zur Unterstützung und Führung sowie Präzisions-Kugelumlaufspindelpaare zum Antrieb. Die Maschine zeichnet sich durch ihre hohe Positioniergenauigkeit und außergewöhnliche Wiederholgenauigkeit bei der Positionierung aus.
Produktmerkmale
1. Bohrkopf:
Der Bohrkopf verwendet einen speziellen Servo-Spindelmotor, der die Präzisionsspindel über einen Synchronriemen zur Verzögerung und Erhöhung des Drehmoments antreibt. Der Spindelwechsel ist schnell und unkompliziert, und der Vorschubmechanismus wird von einem Servomotor und einer Kugelumlaufspindel angetrieben. Die X- und Y-Achsen können koordiniert werden, wobei die Semi-Closed-Loop-Steuerung sowohl lineare als auch kreisförmige Interpolationsfunktionen ermöglicht. Die Spindel ist mit einem BT50-Konus ausgestattet, der ein Hochgeschwindigkeits-Drehgelenk aufweist, das die Hochgeschwindigkeits-U-Bohrer-Mittelwasserbearbeitung unterstützt.
2. Getriebe:
Mit hochpräzisen Führungen und Schiebern aus Taiwan arbeitet dieses Getriebesystem reibungslos und erhöht die Tragfähigkeit erheblich.
a. Die X-Achse und die Z-Achse verwenden jeweils zwei rollende Linearführungen als Führungs- und Tragelemente für die Quer- und Längsbewegung. Dieses Design stellt sicher, dass das System die technischen Anforderungen des Hochgeschwindigkeitsbohrens erfüllt. Die X-Achse und die Z-Achse werden von AC-Servomotoren angetrieben, die die Präzisions-Kugelumlaufspindeln drehen, um eine lineare Bewegung zu ermöglichen.
b. Die Y-Achse wird von zwei Hochleistungs-Linearführungen getragen, wobei zwei Vierkant-Schienen-Schieber auf jeder Schiene installiert sind, um eine robuste Y-Achsen-Gleitschiene zu bilden. Diese Konfiguration erfüllt die hohen Anforderungen an Steifigkeit und Festigkeit des Portalrahmens und bietet gleichzeitig Vorteile wie einen niedrigen Reibungskoeffizienten, schnelle Bewegung, hervorragende Schwingungsdämpfung und eine längere Lebensdauer. Der X-Achsen-Antrieb verwendet die Synchronantriebstechnologie mit zwei Servomotoren, wobei ein Servomotor auf jeder Seite die Kugelumlaufspindeln synchron antreibt, wodurch sich der Portalrahmen bewegen und die präzise CNC-Bearbeitung erleichtern kann.
3. GSK CNC-Steuerung:
Die GSK CNC-Steuerung wurde speziell für Bohrmaschinen entwickelt und verwendet einen hochpräzisen Absolutwert-Servomotor für den Motorantrieb. Sie verfügt über eine RS232-Schnittstelle, ein Farbdisplay, eine chinesischsprachige Benutzeroberfläche und einen USB-Eingang vor Ort/extern.
3.1. Das System beinhaltet eine Spanbruchfunktion, mit der Benutzer sowohl die Spanbruchzeit als auch den Zyklus direkt über die Benutzeroberfläche einstellen können.
3.2. Die Werkzeuganhebefunktion ist in das System integriert, so dass Benutzer die Werkzeuganhebehöhe über die Schnittstelle einstellen können. Sobald das Bohren diese eingestellte Höhe erreicht hat, wird das Werkzeug schnell über dem Werkstück angehoben, woraufhin Späne entfernt werden und das System schnell zur Bohrfläche vorrückt und automatisch die Modi wechselt.
3.3. Der zentrale Bedienungskasten und die Handeinheit sind mit dem CNC-System ausgestattet, um die Programmierung, Speicherung, Anzeige und Kommunikation zu erleichtern. Die Bedienoberfläche unterstützt Funktionen wie Mensch-Maschine-Dialog, Fehlerkompensation und automatische Alarme.
3.4. Das System bietet auch eine Vorschau- und Nachprüfungsfunktion für Bohrpositionen vor der Bearbeitung, um Komfort und Genauigkeit während der Arbeitsgänge zu gewährleisten.
.
Dieses fortschrittliche CNC-Portal-System ist speziell für das hocheffiziente Bohren und Markieren von Platten- und Blechkomponenten konzipiert. Es wurde sorgfältig entwickelt, um eine präzise Bearbeitung von plattenförmigen Werkstücken und Strukturbauteilen zu ermöglichen, wodurch es sich besonders für die Bearbeitung von Flanschen, Scheiben, ringförmigen Komponenten, Flachplatten und anderen ähnlichen Teilen eignet. Eine kritische Betriebsbedingung ist, dass die Dicke der Werkstücke innerhalb des angegebenen effektiven Bearbeitungsbereichs der Maschine liegen muss.
In Stahlbauwerken führt diese Ausrüstung präzise Bohr- und Fräsarbeiten an Strukturplatten und Verbindungskomponenten durch und legt so eine solide Grundlage für die zuverlässige Montage von Stahlgerüsten. In der Windenergieindustrie bietet sie modernste, hochpräzise Bearbeitungsmöglichkeiten für Windturbinentürme und -flansche und stellt sicher, dass diese Teile so konstruiert sind, dass sie extremen Umgebungsbedingungen wie starkem Wind und Temperaturschwankungen standhalten. Für den Brückenbau bearbeitet die Ausrüstung Brückenträger und Stützbügel und ermöglicht so die Bildung dauerhafter, stabiler Verbindungen, die dynamischen Belastungen über die gesamte Lebensdauer der Brücke standhalten können.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!