Produktion von Telekommunikationstürmen Hydraulische CNC-Winkelprofil-Stromleitungsturm
Produktvorstellung:
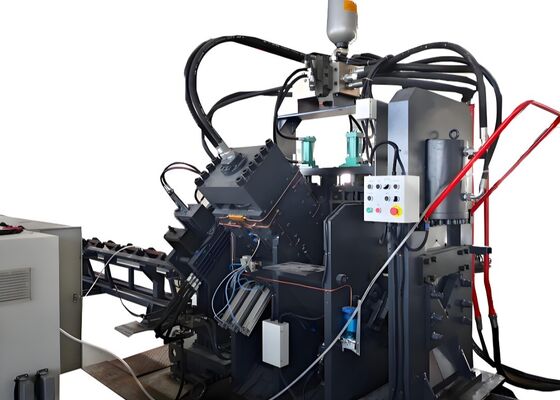
Diese Ausrüstung ist ein multifunktionales Gerät, das Stanzen, Markieren und Scheren für Winkelstahl, U-Stahl und Platten kombiniert. Mit nur einer Maschine können drei verschiedene Funktionen auf drei Arten von Metallmaterialien ausgeführt werden.
Maschinenstruktur:
Diese Produktionslinie besteht aus sechs Komponenten: Werkstückladebereich, Zuführsystem, Hauptmaschine, Fertigproduktentladebereich, elektrische Steuerung und hydraulische Energieeinheit.
Produktparameter:
| Modell |
JNC2020 |
| Winkelgröße (mm) |
50×50×4~200×200×20 |
| Max. Stanzen (Durchmesser × Dicke) (mm) |
Φ26×20 |
| Stanzkraft (kN) |
1000/1200 |
| Markierungskraft (kN) |
1000/1200 |
| Scherkraft (kN) |
2200/4300 |
| Max. Länge des Rohlings (m) |
14 |
| Max. Länge des Fertigteils (m) |
12 |
| Stempel pro Seite |
3 |
| Gruppe von Markierungsbuchstaben |
4 |
| Anzahl der Buchstaben pro Gruppe |
18 |
| Zeichengröße (mm) |
14x10x19 |
| CNC-Achsen |
3 |
| Scherungsmodus |
Doppelklinge oder Einzelsklinge |
| Kühlmethode |
Wasserkühlung/Luftkühlung/Ölkühler |
| Max. Zuführgeschwindigkeit (m/min) |
80 |
| Programmiermodus |
Lofting-Software oder Befehlsprogrammierung |
| Gesamtmaß (m) |
ca. 32x7x3 |
| Die oben genannten Parameter können je nach spezifischen Kundenanforderungen angepasst und geändert werden. |

Funktionen und Bestandteile:
1. Zuführbereich
Der Zuführbereich besteht aus einem Zuführkanal und einem CNC-Zuführwagen.
Zuführkanal: Dieser umfasst Förderrollen, Halterungen, Rahmen, präzise Linearführungen und seitliche Positionierungsräder.
CNC-Zuführwagen: Der Zuführwagen besteht aus einem Servomotor, Antriebszahnrädern, Synchronriemen, Wagenrahmen, Klemmstangen und Klemmkrallen.
Das Werkstück wird zunächst manuell in die Klemme gelegt. Der Zuführspanner wird dann automatisch zur Hauptmaschine zum Stanzen und Scheren transportiert, angetrieben vom Servomotor, gemäß den Anweisungen des Computers.
2. Hauptmaschine
Dieser Bereich besteht aus einer Presseneinheit, einer Markiereinheit, einer Stützeinheit, einer Seitenstanzung und einer Schereinheit.
Presseneinheit: Diese Einheit dient zur Sicherung des Werkstücks und zur Verhinderung von Abweichungen sowie zur Aufnahme der beim Stanzen und Scheren entstehenden Kräfte.
Markiereinheit: Die Markiereinheit besteht aus dem festen Maschinenbett, einem Ölzylinder, der das Bett bewegt, einem hydraulischen Kopfzylinder, einem Vier-Positionen-Zylinder, der den Wechsel von vier Zeichenkästen ermöglicht, und einem manuellen Einstellmechanismus.
Stützeinheit: Während der Materialzuführung ist die Stützeinheit höher als die Stanz- und Markiereinheiten positioniert, um zu verhindern, dass der Winkelstahl die untere Klinge berührt. Während des Stanzens wird die Stützeinheit unter die Stanz- und Markiereinheiten abgesenkt, um die Qualität der Stanz-, Markier- und Scherarbeiten zu gewährleisten.
Stanzeinheit: Diese Einheit verfügt über drei Stanzpositionen auf jeder Seite. Diese Positionen können je nach Kundenspezifikation mit Stanzköpfen unterschiedlichen Durchmessers bestückt werden. Die Stanzpositionierung wird von einem Servomotor über eine Kugelumlaufspindel und ein Vierkantschienensystem angetrieben, was eine hohe Positioniergenauigkeit gewährleistet.
Scherungseinheit: Diese Einheit besteht aus einem Rahmenkörper, einem hydraulischen Kraftzylinder, einem oberen Messerhalter, einem unteren Messerhalter, einem Übersetzungsmechanismus, Presskomponenten und einem Fördersystem. Die Maschine kann Winkelstahl, U-Stahl und Platten durch den Austausch verschiedener Schneidwerkzeuge schneiden.
Das Zuführsystem ist so konzipiert, dass der Winkelstahl die untere Klinge nicht berührt. Unterschiedliche Profile können durch entsprechendes Ändern der Formen geschnitten werden.
3. Fertigteilentladeeinheit
Dieser Bereich umfasst eine Werkstückauflagewalze und eine Stützwelle.
Durch Drücken der Taste kann das Werkstück je nach Kundenspezifikation nach links oder rechts ausgeworfen werden.
4. Hydraulikaggregat
Diese Maschine ist mit einer eigenständigen Hydraulikstation ausgestattet, die eine einfache Wartung der Ausrüstung erleichtert. Alle Rohrverbindungen sind mit Klemmringverschraubungen verbunden, wodurch Leckagen wirksam verhindert werden. Die Hydraulikventile sind über einen Ventilblock integriert, der sowohl Plattenventile als auch Patronenventile gleichzeitig verwendet. Die Rohrleitungsverbindungen sind für ein kompakteres Hydrauliksystem optimiert, wodurch Rohrleitungsverluste minimiert und die volle Ausnutzung der Systemeffizienz gewährleistet wird.
5. Elektrische Steuerung
Das elektrische Steuerungssystem der Maschine ist sowohl fortschrittlich als auch gut strukturiert und bietet eine einfache Programmierung und eine benutzerfreundliche Bedienung. Die Steuerungssoftware überwacht kontinuierlich die Leistung der Maschine und zeigt im Falle einer Fehlfunktion auf dem CRT-Bildschirm detaillierte Informationen über den Fehler und vorgeschlagene Korrekturmaßnahmen an.
Diese Proben, die repräsentativ für die Standard-Spezifikationen und typischen Verarbeitungsparameter in der Winkelstahl-Turmindustrie sind, ermöglichen es den Benutzern, die Qualität, Präzision und Verarbeitung der Ausrüstung direkt zu beurteilen. Sie dienen als greifbarer Referenzpunkt für die Bewertung der Leistung der Ausrüstung und die Einhaltung definierter Produktionsstandards und unterstützen so fundierte, datengesteuerte Entscheidungen für die zukünftige Nutzung.
Beim Bau von Hochspannungsleitungen (UHV), bei denen Türme extremen Wetterbedingungen und erheblichen Lasten standhalten müssen, spielt diese Ausrüstung eine entscheidende Rolle bei der Verarbeitung der Winkelstahlkomponenten, aus denen die Kernstruktur des Turms besteht. Sie führt zuverlässig Bohr- und Stanzarbeiten an dem Winkelstahl durch, der für Turmkörper, Traversen und andere wichtige Strukturelemente verwendet wird, und gewährleistet präzise Abmessungen und sichere Verbindungen, die die Gesamtstabilität der Türme gewährleisten.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!