CNC-Winkelstahlbearbeitungsindustrie Winkelstahlbohrlinie für Stahlbau
Produktverwendung:
Die Produktionslinie ist für das Markieren und Bohren von Komponenten konzipiert, die in Strommasten, Kommunikationsstrukturen und Stahlrahmen verwendet werden.
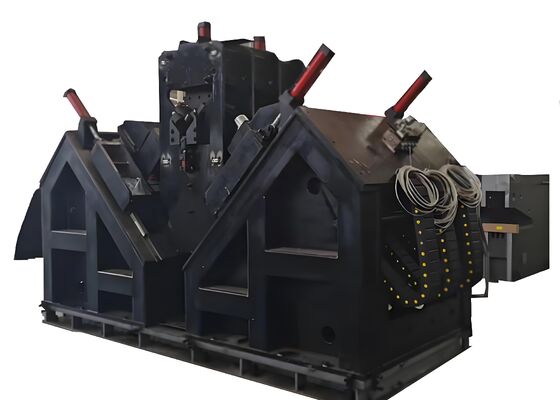
Produktstrukturmerkmale:
Die Maschine besteht hauptsächlich aus einem seitlichen Vorschubtisch, einem Umkehrvorschubmechanismus, einem Vorschubkanal, einem CNC-Wagenmarkierungssystem, einer Stanzeneinheit, einer Bohreinheit, einer Presseneinheit, einem Fertigmaterialförderer, einem Hydrauliksystem, einem pneumatischen System, einem Steuerungssystem und anderen Komponenten.
Hauptparameter:
| Modell |
JNC2532 |
| Winkelgröße (mm) |
100×100×10~250×250×32 |
| Max. Länge des Rohlings (m) |
14 |
| Kegel des Bohrspindels |
/ |
| Max. Bohrdurchmesser (mm) |
φ40 |
| Anzahl der Bohrer auf jeder Seite (Stk.) |
3 (6 insgesamt auf beiden Seiten) |
| Max. Spindeldrehzahl (U/min) |
Transduktor stufenlose Einstellung |
| Max. Schnittgeschwindigkeit des Bohrers (m/min) |
/ |
| CNC-Achsen |
3 |
| Bereich der Rückmarkierung (mm) |
50-220 (stufenlos) |
| Max. Winkelvorschubgeschwindigkeit (m/min) |
40 |
| Markierungskraft (kN) |
1000/1200 |
| Anzahl der Zeichengruppen |
4 |
| Anzahl der Zeichen pro Gruppe |
18 |
| Zeichengröße (mm) |
14×10×19 |
| Bohrer-Kühlsystem |
Externe Kühlung |
| Programmiermodus |
Lofting-Software oder Befehlsprogrammierung |
| Gesamtmaße (m) |
32x7x2.5 |

Produktmerkmale:
1. Diese Bearbeitungslinie besteht aus einem Quertransportband, einem Umkehrtansportband, einem Zuführtansportband, einem CNC-Zuführwagen, zwei Bohreinheiten, einer Markiereinheit, einem automatischen Entladetransportband und einer entsprechenden Hydraulikstation sowie einem elektrischen Kühlsystem. Es wird CNC-Technologie und ein Servomotor für die Zuführung verwendet, was eine hohe Effizienz und eine stabile Werkstückpräzision gewährleistet.
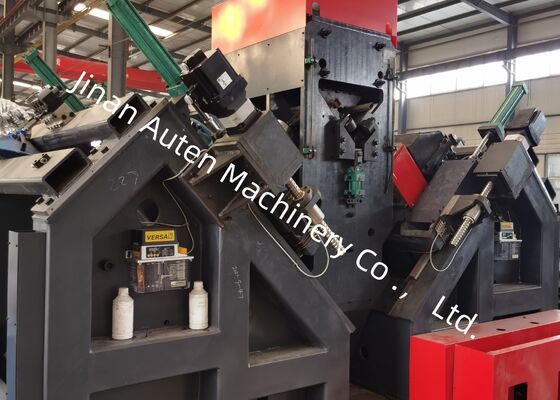
2. Auf jeder Seite befindet sich eine Bohreinheit. Jede Bohreinheit kann mit drei Bohrern unterschiedlicher Abmessungen ausgestattet werden. Die Bohreinheit kann sich als Ganzes CNC-bewegt, um den Bohrabstand zu ändern, und so die Genauigkeit der Löcher zu gewährleisten.
3. Die Drehzahl aller Spindeln ist stufenlos über einen Transduktor einstellbar, und die Vorschubgeschwindigkeiten sind ebenfalls stufenlos über Regelventile einstellbar. Der Wechsel zwischen schnellem Vorschub, Arbeitsvorschub und schnellem Rückzug der Spindeln erfolgt automatisch.
4. Eine Markiereinheit in der Bohrlinie. Der Markierungsabstand kann bequem voreingestellt werden. Das Markieren, Spannen des Werkstücks und der Vorschub zum Bohren werden vom Hydrauliksystem angetrieben. Hauptkomponenten sind importiert. Ein Umlaufkühlsystem wird verwendet, um die Lebensdauer der Bohrer zu verlängern.
5. Alle Markierungs- und Bohrvorgänge erfolgen automatisch. Alle bearbeiteten Winkel können mit einer pneumatischen Wendeeinrichtung entladen werden, um die Arbeitsbelastung der Arbeiter zu verringern, was Vorteile gegenüber anderen Herstellern bietet.
6. Das Steuerungssystem besteht aus dem Host-Computer, dem Servomotor, der SPS, externen Überwachungsschaltern usw. Durch Eingabe der Werkstückabmessungen wird das Verarbeitungsprogramm automatisch generiert. Darüber hinaus kann das Programm gespeichert, ausgewählt, angezeigt und gemäß der Werkstücknummer kommuniziert werden.
7. Die Bearbeitungslinie verfügt über eine Stütz- und Pressvorrichtung, um die Anforderungen der Bearbeitung von Winkeln mit größerer Biegung zu erfüllen.
Diese Muster decken ein breites Spektrum an Standardabmessungen und Lochmustern von Winkelstahl ab, die beim Bau von Übertragungsleitungsmasten verwendet werden. Sie ermöglichen potenziellen Benutzern oder Inspektoren, die operative Wirksamkeit der Ausrüstung visuell zu bewerten und bieten greifbare und unkomplizierte Referenzen, um festzustellen, ob die Ausrüstung die praktischen Fertigungsstandards erfüllt, die für die Herstellung von Übertragungsleitungsmasten erforderlich sind.
Beim Bau von Höchstspannungsleitungen (UHV), bei denen Übertragungsmasten extremen Wetterbedingungen und schweren Lasten standhalten müssen, spielt diese Ausrüstung eine entscheidende Rolle bei der Bearbeitung von Winkelstahlkomponenten für die Haupttragstrukturen der Masten. Sie führt Bohr- und Stanzarbeiten an dem Winkelstahl durch, der für Mastkörper, Traversen und andere wesentliche Strukturkomponenten verwendet wird, und gewährleistet so eine hohe Maßhaltigkeit und eine zuverlässige Verbindungsleistung. Dies wiederum gewährleistet die langfristige strukturelle Stabilität der Übertragungsmasten während ihrer gesamten Lebensdauer.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!