CNC-Winkelstrahlmaschine Hydraulik-, Elektro- und Pneumatiksysteme zum Stanzen, Markieren und Schneiden
Produkteinführung:
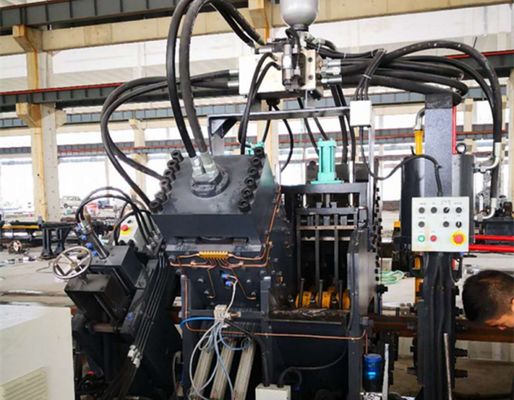
Die Hochgeschwindigkeits-CNC-Winkelstahl-Stanz-, Markierungs- und Schneidproduktionslinie der JNC-Serie besteht hauptsächlich aus Kernkomponenten wie einer Stanzanlage, einer Markierungseinheit, einer Schneideinheit, einem Querförderer, einem Drehförderer, einem Zuführförderer, einem Entladeförderer, einem CNC-Zuführwagen, einem Hydrauliksystem, einem Elektrosystem und einem Pneumatiksystem. Diese Produktionslinie wurde speziell für die automatisierte Bearbeitung von Winkelstahl in der Turmfertigungsindustrie entwickelt. Ihr Bearbeitungsablauf wird durch numerische Technologie gesteuert und zeichnet sich durch eine sehr benutzerfreundliche Bedienbarkeit aus. Sie ermöglicht automatisierte, hochpräzise, vielseitige und groß angelegte Produktionskapazitäten.
Spezifikationen:
| Modell |
JNC1010 |
JNC1412 |
JNC1616 |
JNC2020 |
| Winkelgröße (mm) |
40х40х3~
100х100х10 |
40х40х3~
140х140х12 |
40х40х3~
160х160х16 |
50х50х4~
200х200х20 |
| Max. Stanzen (Durchmesser x Dicke) (mm) |
Φ26х10 |
Φ26х12 |
Φ26х16 |
Φ26х20 |
| Stanzkraft (kN) |
630 |
630/1000 |
1000 |
1000/1200 |
| Markierkraft (kN) |
630 |
630/1000 |
1000 |
1000/1200 |
| Schneidkraft (kN) |
1000 |
2000 |
3000 |
2200/4300 |
| Max. Länge des Rohlings (m) |
12 |
12 |
14 |
14 |
| Max. Länge des Fertigteils (m) |
8 |
8 |
12 |
12 |
| Stempel pro Seite |
2 |
2 oder 3 |
3 |
3 |
| Gruppe von Markierungsbuchstaben |
4 |
4 |
4 |
4 |
| Anzahl der Buchstaben pro Gruppe |
12 |
12/18 |
18 |
18 |
| Zeichengröße (mm) |
14x10x19 |
| CNC-Achsen |
3 |
| Schneidemodus |
Einzelklinge |
Doppelklinge oder Einzelklinge |
| Kühlmethode |
Wasserkühlung/Luftkühlung/Ölkühler |
| Winkelvorschubgeschwindigkeit (m/min) |
80 |
80 |
80 |
60 |
| Programmiermodus |
Lofting-Software oder Befehlsprogrammierung |
| Gesamtabmessung (m) |
Ungefähr 25x6,5x2,5 |
Ungefähr 25x6,5x2,5 |
Ungefähr 32x7x3 |
Ungefähr 32x7x3 |
Die oben genannten Parameter können je nach den spezifischen Anforderungen des Kunden angepasst und geändert werden.

Produktmerkmale:
1. Die Stanzanlage ist mit zwei oder drei Sätzen ausgestattet, die mit drei Arten von Stempeln mit unterschiedlichen Durchmessern konfiguriert werden können. Die drei Sätze von Stanzwerkzeugen werden durch numerische Steuerung positioniert, um den Abstand einzustellen. Diese Einheit ist in der Lage, sowohl runde als auch ovale Löcher zu stanzen. Ihre hohen Vorschub- und Stanzgeschwindigkeiten erhöhen die Produktionseffizienz; für Winkelstahl mit der Spezifikation 50×50×4 mm erreicht der Ausstoß 9–10 Tonnen pro Acht-Stunden-Schicht.
2. Die Markierungseinheit verwendet ein geschlossenes Strukturdesign mit überlegener Steifigkeit. Sie ist mit vier Sätzen von Zeichenkassetten ausgestattet, die über die Programmsteuerung ausgewählt werden, und der Markierungsabstand kann beliebig eingestellt werden. Zusätzlich ist eine scheibenförmige Markierungsmethode als optionale Konfiguration verfügbar. Das Scheibenmarkierungssystem besteht aus 10 Buchstabenreihen und ermöglicht die automatische Zeichenauswahl ohne manuelles Eingreifen, wodurch die Markierungseffizienz erheblich verbessert wird.
3. Die Schneideinheit verwendet einen Einblatt-Scherenmechanismus – ein Strukturdesign, das für seine robuste Scherkraft bekannt ist. Bei jedem Schneidzyklus wird kein Abfallmaterial erzeugt, und die Schnittfläche behält eine außergewöhnliche Sauberkeit und Glätte bei. Das Klingengehäuse ist mit einer Offen-Tür-Struktur ausgestattet, die schnelle und sichere Klingenwechselprozesse erleichtert.
4. Der horizontale Materialtisch transportiert Winkelstahl zum Dreh-Materialgestell. Angetrieben von einer Motor- und Reduzierer-Baugruppe ermöglicht das Dreh-Materialgestell die stabile Platzierung von Winkelstahl auf dem Zuführförderer.
5. Das Werkstück wird vom CNC-Zuführwagen geklemmt und zugeführt, was eine hervorragende Positioniergenauigkeit liefert. Der CNC-Zuführwagen wird von einem Servomotor angetrieben, der mit Fotozellen-Encoder-Rückmeldung und Closed-Loop-Steuerungsfunktionen ausgestattet ist.
Diese Testmuster, die von der Winkelstahl-Stanz-, Schneid- und Markierungsproduktionslinie stammen, decken die Standardspezifikationen und Verarbeitungsszenarien ab, die in der Winkelstahl-Turmfertigungsindustrie weit verbreitet sind. Sie ermöglichen es den Benutzern, die Bearbeitungsqualität, die Präzisionsleistung und die handwerklichen Standards der Ausrüstung direkt zu beurteilen.
Beim Bau von Höchstspannungs- (UHV-)Übertragungsleitungen – bei denen Übertragungstürme extremen Wetterbedingungen und Schwerlasten standhalten müssen – spielt diese Ausrüstung eine entscheidende Rolle bei der Verarbeitung der Winkelstahlkomponenten, aus denen das Hauptgerüst der Türme besteht. Sie führt zuverlässig Bohr- und Stanzvorgänge an dem Winkelstahl durch, der für Turmkörper, Querträger und andere wichtige Strukturkomponenten verwendet wird. Dies gewährleistet eine präzise Maßgenauigkeit und eine starke Verbindungsleistung, wodurch die allgemeine strukturelle Stabilität der Übertragungstürme erhalten bleibt.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!